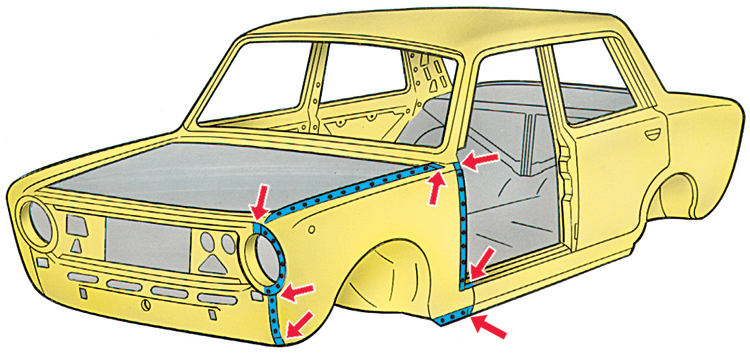
Места сварки переднего крыла
|
|
Точками обозначены швы контактной сварки.
Стрелками указаны точки газовой сварки. |
При незначительных повреждениях (небольшие вмятины, царапины и т. п.), не снимая крыла, выполните рихтовку и окраску. После рихтовки обязательно проверьте состояние внутреннего антикоррозионного покрытия, при необходимости, восстановите его.
При значительных деформациях крыла, разрывах, замените его.
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Снимите бампер, капот, антенну, переднюю дверь; с крыла снимите боковой указатель поворота, фару и подфарник. |
2. Срубите тонким острозаточенным зубилом или срежьте шлифовальной машинкой по крылу соединения:
– с панелью передка на 208 мм от фары вниз, отступив 2–3 мм от линии соединения;
– с передней стойкой боковины остова длиной 580 мм, отступив 5 мм от линии изгиба вертикального усилителя;
– с нижней частью боковины кузова по вертикали 120 мм и горизонтали 180 мм, отступив от кромки крыла 25 мм. |
| 3. Высверлите на горизонтальном усилителе крыла точки контактной сварки усилителя с элементами передка на расстоянии 900 мм, и отсоедините крыло от кузова тонким плоским зубилом с отогнутым концом. |
| 4. Удалите тонким острозаточенным зубилом оставшиеся полоски крыла в соединениях с кузовом и зачистите шлифовальной машинкой посадочные места элементов кузова и нового крыла. |
| 5. Удалите грязь и ржавчину в полости, закрываемой крылом, и нанесите цинхроматный грунт ГФ-073. |
| 6. Подгоните новое крыло по месту посадки и прихватите его быстросъемными захватами. |
| 7. Приварите крыло газовой сваркой по концам горизонтального усилителя крыла, в местах соединения крыла с кожухом фары, с панелью передка и нижней накладкой боковины. На рисунке места газовой сварки обозначены стрелками. Для газовой сварки используйте латунный пруток Л62, Л63. |
| 8. Проверьте положение крыла и зазоры (см. рис. Основные сечения кузова (вид кузова сбоку)) и (см. рис. Основные сечения кузова (вид кузова сверху)), при установленных капоте и двери. |
| 9. Приварите крыло контактной сваркой с шагом 40–50 мм. При отсутствии контактно-сварочной машины, допускается электросварка в среде углекислого газа полуавтоматом проволокой Св 08Г1С или Св 08Г2С диаметром 0,8 мм. Также допускается газовая сварка сточного желобка крыла с брызговиком передка проволокой св08 диаметром 1,6–2,0 мм, панели передка с крылом и усилителя крыла с передней стойкой латунным припоем Л62 или Л63 с технической бурой. Диаметр латунных прутков 2–3 мм. |
|